Пластикалық бөлшектерді беттік өңдеу



Қысқаша сипаттамасы:
Пластикалық бөлшектерді өңдеудің беткі бөлігіне мыналар кіреді: Беттік бүріккіш бояу, Silkcreen басып шығару, жастықшаны басып шығару, суды басу, термиялық трансфер, басып шығару, электрлі жалату, вакууммен қаптау, ыстық штамптау, лазерлік ою.
Пластикалық бөлшектерді беттік өңдеуді пластикалық бөлшектерді беттік өңдеу және безендіру деп те атайды. Пластикалық бөлшектерді кейінгі өңдеу жоғары сапалы бұйымдардың пайда болуын қамтамасыз ететін маңызды процестер болып табылады.
Өнімнің талғампаз және ерекше көрінісі сатып алушыға интуитивті сезімге тікелей әсер етеді және тұтыну қызығушылығын жеңеді. Сонымен бірге, бұл нарықта жеңіске жету үшін тұтынушыға нақты өнім мен өндіруші туралы ақпаратты жеткізеді.
Пластмассадан жасалған бөлшектерді беттік өңдеу технологиясы - бұл бөлшектерді сыртқы зақымданудан сақтау / клиенттерге әдемі көрініс пен өнім маркасы туралы ақпараттарды алу үшін инъекцияға құйылған бөлшектердің бетіне жабын бүрку және баспа өрнектерінің таңбалары.
1. бетіне бүріккіш бояу
Бөлшектердің бетін басқа заттармен тікелей жанасудан қорғау, сызаттардан / сызаттардан және тотығудан аулақ болу, қызмет ету мерзімін ұзарту, сондай-ақ сыртқы түрін әсемдеу үшін пластикалық бөлшектер бояумен себіледі.
Ауа қысымы арқылы бүріккіш пистолет біркелкі және жұқа тамшыларға таралады, оларды жабынның бетіне жағуға болады. (Оны ауа бүрку, ауасыз бүрку және электростатикалық бүрку және т.б. деп бөлуге болады).
Әдетте бүріккіш пистолет заттың бетіне біркелкі шашырау үшін қолданылады, содан кейін бояу кептіріліп, қатты пленка қалыптастыру үшін қатып қалады. Оның қорғау, сұлулық және таңбалау функциялары бар. Ол негізінен автомобильдерде, ұшақтарда, пластмассаларда, ағашта, былғарыда және т.б.
Беттік бүріккіш бояу электроникада, электр құрылғыларында, автомобильдерде және басқа да өнімдер мен жабдықтарда кеңінен қолданылады.
А. Кәдімгі бояу бүрку.
Кәдімгі бояуды бүрку - бұл шашыратудың ең қарапайым технологиясы. Оның негізгі қызметі - бөлшектердің бетін қорғау және қызмет ету мерзімін ұзарту және бөлшектердің бетіне соңғы түс беру. Кәдімгі бояу өнімнің сыртқы түрін беру үшін түрлі түстерді модуляциялай алады. Кәдімгі бояу жылтырдың әртүрлі эффектілерін белгілі бір деңгейде модуляциялай алады, бірақ жақсы жылтыр алады. Дәрежесі мен сабы, оған ультрафиолет спрейін немесе резеңке бүріккішті қосу керек.
Б. Ультрафиолетпен бүрку, резеңке бүрку
Ультрафиолет спрейі және резеңке бояумен бүріккіш бояуы мөлдір бояу болып табылады.
Ультрафиолетпен шашыратудың тозуға төзімділігі жоғары және қарапайым бояу бүркуіне қарағанда жылтырлығы мен қабаты жақсы болады. Онда спектрофотометрия / бейтараптық / мылқаудың үш деңгейі бар. Ультрафиолетпен бүрку процесі ультрафиолет сәулесінің емделуіне байланысты .UV лакпен бүріккіш кабинасы жоғары дәрежеде таза және шаңға төзімді болуы керек.
Резеңке бүрку негізінен бөлшектердің бетіне резеңке немесе былғарыдан жасалған жұмсақ сенсорлық қабатты жасау үшін қолданылады.
Ультрафиолет бояуы мен резеңке бояуы мөлдір, және олардың пластикалық материалдармен жақындығы жеткіліксіз, сондықтан олардың көпшілігі оларды бояудан бұрын, негізінен өнімнің түсін білдіретін, негізгі бояу қабатын орта ретінде шашыратуы керек.
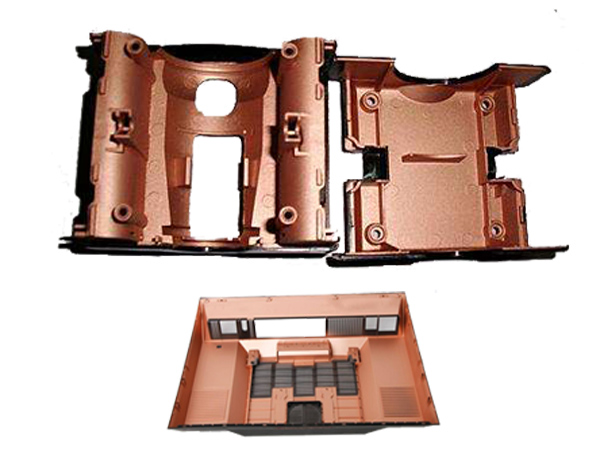
C.Өткізгіш бояу: Өткізгіш бояу бүркудің ерекше түрі. Ол негізінен өнімнің ішкі және сыртқы ортасы арасындағы электромагниттік толқындардың әсерін оқшаулау үшін қорғаныш камерасын қалыптастыру үшін бөлшектер қабығының ішкі қуысында өткізгіш металл ұнтағы бар бояу қабатымен қапталған.
Д. Кескіндеменің сапасын бағалау үшін 3 маңызды ерекшелік бар: 1. жабысқақ күш 2. түс мәні 3. жылтыр
Өткізгіш бояудың сапалық параметрі - өткізгіштік.
Беткі бояуы бар пластикалық бөлшектер:
2. экранды басып шығару және өрнекті безендіру
A. Жібек экранды басып шығару
Жібек экранды басып шығару - бұл пластмасса бұйымдарының бетінде ең көп қолданылатын әдіс. Ол мойынтіректер жазықтығында өрнекті басып шығаруға жарайды. Басып шығару кезінде сия экрандық баспа тақтасының бір ұшына құйылады, ал қырғыш экран баспа тақтасының сия бөлігіне белгілі бір қысым жасау үшін қолданылады. Сонымен бірге сия экрандық баспа тақтасының екінші жағына қарай біркелкі жылжиды. Қозғалыста қырғыш сияны графикалық бөліктің тор саңылауынан субстратқа дейін қысады.
Жібек экранды басып шығару бес негізгі элементтерден тұрады: экрандық баспа табақшасы, қырғыш, сия, баспа үстелі және субстрат. Экранды басып шығару құралы өте қарапайым, машина жабдықтарын қажет етпейді және көбінесе қолмен жұмыс жасау арқылы жасалады.
B.Pad басып шығару
Жастықшаны басып шығару - арнайы басып шығару әдістерінің бірі. Ол дұрыс емес пішінді нысандардың бетіне мәтін, графика және кескіндер шығара алады. Қазір бұл маңызды арнайы баспаға айналуда. Мысалы, ұялы телефондардың бетіндегі мәтін мен өрнек осылайша басылады, ал компьютерлік пернетақта, аспаптар мен өлшеуіштер сияқты көптеген электронды өнімдердің беткі басылуы трансферлік басып шығару арқылы аяқталады.
Шағын көлемді, ойыс және дөңес өнімдерді басып шығаруда айқын артықшылықтарға ие болғандықтан, экранды басып шығару технологиясының кемшіліктерін өтейді.
Төсемді басып шығару үшін негізінен пластиналық құрылғыдан (сия беру құрылғысын қоса), сия қырғыштан, офсеттік бастан (көбінесе силикагельді материалдан) және баспа үстелінен тұратын арнайы тасымалдау машинасы қажет.

Кәдімгі бояу бүріккіші бар пластикалық корпус

Кәдімгі бояу бүріккіші бар пластикалық корпус

Ультрафиолетпен шашырататын корпус
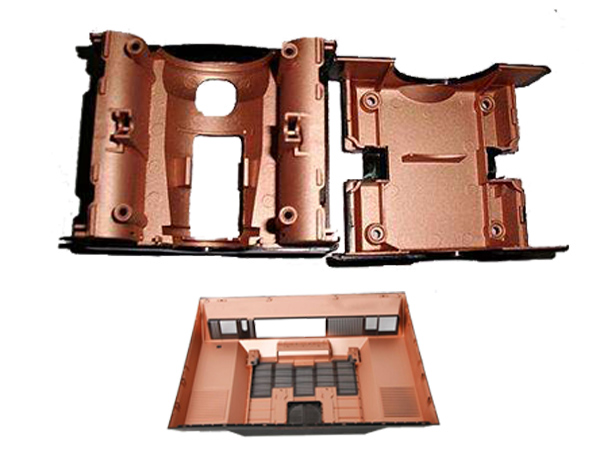
Пластикалық өткізгіштер
Жібек экранда басылған және тақтада басылған бөлшектер:
3. Басып шығаруды ауыстыру
A. су өткізгіштік баспа
Су трансферті басып шығару - бұл пластикалық бұйымдарға арналған декоративті баспа.
Су тасымалдауды баспаға гидрографика немесе гидроГрафика деп те атайды, оларды иммерсиялы басып шығару, суды тасымалдауды басу, суды тасымалдау кескіні, гидро батыру, суландыру немесе кубтық баспа деп атайды, бұл басылған конструкцияларды үш өлшемді беттерге қолдану әдісі. Гидрографиялық процесті металда, пластикте, әйнекте, қатты ағаштарда және басқа да әртүрлі материалдарда қолдануға болады.
Су тасымалдауды басу технологиясы - бұл су қысымын пайдаланып, трансферлік қағазды / пластикалық пленканы түрлі-түсті өрнектермен гидролиздеу үшін пайдаланады. Өнімнің қаптамалары мен декорация талаптарының жақсаруымен су өткізгіштік басып шығаруды қолдану кеңейе түседі. Оның жанама басып шығару принципі мен мінсіз баспа әсері өнімнің бетін әрлеудің көптеген мәселелерін шешеді, негізінен әр түрлі керамика, гүлді шыны қағаздар және басқаларын басып шығару үшін қолданылады.
Су тасымалдау технологиясының екі өте маңызды сипаттамасы бар: бірі - бұл бұйымның пішінімен шектелмейді, әсіресе күрделі немесе үлкен аймақ, өте ұзын, өте кең өнімдер де безендірілуі мүмкін;
Екіншісі - бұл экологиялық таза технология. Қалдықтар мен ағынды сулар қоршаған ортаны ластамайды.
Артықшылығы:
(1) Сұлулық: Өнімде кез-келген табиғи сызықтар мен фотосуреттерді, суреттер мен файлдарды тасымалдауға болады, сонда өнім қажетті пейзаж түсіне ие болады. Оның күшті адгезиясы және жалпы эстетикасы бар.
(2) Инновация: Су трансферін басып шығару технологиясы дәстүрлі басып шығару және термиялық трансферт, трансферті басып шығару, экранды басып шығару және беткі бояумен өндірілмейтін күрделі пішін мен өлі бұрыштың мәселелерін жеңе алады.
(3) Көлемділігі: Бұл жабдықты, пластиктен, былғарыдан, әйнектен, керамикадан, ағаштан және басқа өнімдерден (шүберек пен қағаз қолданылмайды) беткі басып шығаруға жарамды.
Ол өзінің әдемілігімен, әмбебаптығымен және жаңашылдығымен өңделген өнімдерге қосымша құн функциясын иеленеді. Оны үйді безендіруге, автомобильге, декорацияға және басқа салаларға қолдануға болады, әр түрлі үлгілері бар және басқа эффектілермен де қолдануға болады.
(4) даралау: сіз қалаған нәрсені мен өзім қалыптастырамын, және кез-келген үлгі сізбен бірге жасалады.
(5) Тиімділік: пластина жасау жоқ, тікелей сурет салу, трансферті тез басып шығару (барлық процесті 30 минутта аяқтауға болады, ең қолайлы дәлелдеу).
(6) Артықшылықтары: Тез басып шығару, бетті басып шығару, түрлі-түсті кескіндеме және көптеген кішігірім үлгілері бар қағаз және шүберектен баспа.
(7) жабдық қарапайым. Мұны жоғары температураға төзімсіз көптеген беттерде жасауға болады. Берілген нысанның формасына ешқандай талап жоқ.
Кемшіліктер:
Су тасымалдауды басу технологиясының да шектеулері бар.
(1) Трансферлік суреттер мен мәтіндер деформацияға тез ұшырайды, бұл өнімнің пішініне және суды тасымалдау пленкасының табиғатына байланысты. Сонымен бірге баға неғұрлым жоғары болса, процесс неғұрлым күрделі болса, соғұрлым жоғары баға болады.
(2) Материалдардың жоғары құны және еңбек шығындары.
B. Термиялық трансфер:
Жылу трансферті басып шығару - бұл ыстыққа төзімді офсеттік қағазға өрнек басып шығаратын және дайын материалға сия қабатының үлгісін қыздыру және қысыммен басып шығаратын технология. Тасымалдау операциясы тек процесс болғандықтан да, түрлі-түсті үлгілер үшін тапсырыс берушілер басып шығару үлгісінің жұмысын қысқартып, баспа қателіктерінен туындаған материалдардың (дайын өнім) шығынын азайта алады. Полихроматикалық өрнектерді басып шығару бір уақытта жылу тасымалдағыш пленканы қолдану арқылы жүзеге асырылуы мүмкін.
Артықшылығы
(1) Басып шығару әсері жақсы, өте әдемі.
(2) Жасанды материалдардың құны төмен, өндіріс жылдамдығы тез, тиімділігі жоғары.
Кемшіліктері:
Өнім жоғары температураға төзімділікті қажет етеді (пластикалық бөлшектерге жарамайды) және оны тек тұрақты жерде беруге болады.
4. Металл жалату
A. суды электрлік қаптау
Суды электрлік қаптау су ерітіндісінде жасалады, сондықтан оны «су электролизі» деп атайды. Пластмассадан, никель хромынан, үш валентті хромнан, мылтықтың түсінен, інжу никельден және т.б. мыспен қаптау жиі кездеседі.
Теориялық тұрғыдан барлық пластмассаларды сумен электрлік жалатуға болады, бірақ қазіргі кезде тек ABS, PC, ABS + PC табысты болып табылады, бірақ басқа пластмассаларға электрлопластталған жабынның адгезиясы қанағаттандырылмайды. Суды электрлік жалату процесі қарапайым және оны қаптауға дейін және кейін қаптау қажет емес. Жабын жақсы адгезияға, қалың жабынға және арзанға ие.
B. вакууммен қаптау
Вакуумды жалатуға негізінен вакуумды буландыру, тозаңдатқыш және иондау кіреді. Олардың барлығы вакуум жағдайында дистилляция немесе тозаңдату жолымен пластмасса бөлшектердің бетіне әртүрлі металдарды орналастыру үшін қолданылады.
Металл емес пленка, бұл әдіспен өте жұқа беткі жабынға ие бола алады және жылдамдық пен жақсы адгезияның керемет артықшылықтарына ие, бірақ бағасы да жоғары, әдетте салыстыру үшін жоғары деңгейлі өнімдерге арналған функционалды жабындар қолданылады.
Вакуумды жабынды ABS, PE, PP, PVC, PA, PC, PMMA және т.с.с. пластмассаларда қолдануға болады. Жұқа жабындарды вакуумды жалату арқылы алуға болады.
Вакуумды жабын материалдарын балқу температурасы вольфрам сымына қарағанда төмен алюминий, күміс, мыс және алтын сияқты түрлі металдармен қаптауға болады.
Суды электрмен қаптау мен вакуумды жалатуды салыстыру:
(1) Вакуумды қаптау - бұл тозаңдату желісі мен вакуумдық пеште жабу процесі, ал гидроэнергетикалық қаптау - бұл сулы ерітіндідегі процесс. Бояуды шашырататын болғандықтан, вакууммен қаптау күрделі формалы бұйымдарға жарамайды, ал гидроэнергетикалық жабын формамен шектелмейді.
(2) Пластикалық желімнің вакуумды жабыны сияқты өңдеу технологиясын қарапайым түрде қысқаша сипаттауға болады: бетті негізгі майсыздандыру, шаңсыздандыру, электростатикалық жауын-шашын, ультрафиолет праймерін шашырату, ультрафиолетпен емдеу, вакуумды жабу, шаңсыздандыру, бетінің түбін бүрку (түсті концентратты қосуға болады) , дайын өнім; вакуумды жабу процеспен шектеледі, сондықтан жұмыс алаңы өте үлкен өнімді өңдеуге жарамайды. Көркемдік процесс жақсы бақыланбайды, ал жаманның деңгейі жоғары.
Пластмассадан жасалған гальваникалық қаптама (әдетте ABS, PC / ABS): химиялық майсыздандырғыш гидрофильді өрескелдендіруді азайту алдын-ала алдын ала палладийді активтендіру үдеуі электролизсіз никельмен қаптау, тұз қышқылын белсендіру кокс мыс күкірт қышқылын активтендіру жартылай жарқын никель никельді тығыздау хроммен қаптау, дайын өнімді кептіру;
(3) су және электрмен қаптауды толығымен автоматтандырылған өндірісте аяқтауға болады.
(4) сыртқы түріне келетін болсақ, вакуумдық алюминийлендірілген пленканың түс жарықтығы су хлорымен жылытылатын электролизге қарағанда жарқын болады.
(5) Өнімділікке келетін болсақ, пластикалық вакуумды жабын бояудың ең жоғарғы қабаты болып табылады, ал су электролизі әдетте металл хром болып табылады, сондықтан металдың қаттылығы шайырға қарағанда жоғары;
Коррозияға төзімділікке келетін болсақ, әдетте бояу жабыны қолданылады. Мұқабаның қабаты металл қабатынан жақсы, бірақ жоғары деңгейлі өнімге деген қажеттілікте олардың арасындағы айырмашылық аз; ауа райында гидроэнергетикалық қаптау вакуумды жабуға қарағанда жақсы, сондықтан ауа-райының тұрақтылығымен ұзақ уақыт ашық ауада пайдалануды қажет етеді.
Автомобиль өнеркәсібінде төменгі температураға, ылғалдылыққа және ыстыққа төзімділікке, еріткіштерді сүртуге және тағы басқаларға қатаң талаптар қойылады.
6) вакууммен қаптау негізінен ұялы телефон қабығы, автомобиль шамдарының шағылысатын шыныаяқтары сияқты автомобиль қосымшалары сияқты электронды байланыс саласында қолданылады; су жабыны негізінен автомобильдің есік жиектері сияқты сәндік хром үшін қолданылады. Есіктің тетіктері және т.б.
(7) Өнімнің сыртқы түрінің әртүрлілігі тұрғысынан вакууммен қаптау су қаптауға қарағанда бай. Вакууммен қаптауды алтыннан және басқа түсті беттерден жасауға болады.
(8) өңдеуге кететін шығынға келетін болсақ, вакууммен қаптаудың қазіргі құны су жағуға қарағанда жоғары.
(9) Вакуумды қаптау - бұл қарқынды технологиялық дамумен қоршаған ортаны қорғаудың жасыл процесі, ал суды электрмен қаптау - ластануы жоғары дәстүрлі процесс, ал өнеркәсіп ұлттық саясаттың әсерімен шектелген.
(10). Мұнда жаңадан пайда болған бүрку процесінің қысқаша таныстырылымы (күміс айна реакциясы). Процесс - бұл пластикалық майсыздандыру және электростатикалық арнайы праймерлік нано-шашыратқышпен таза суды пісіру.
Бұл технология сонымен қатар пластикалық бетке айна әсерін тигізуі мүмкін. Бұл сонымен қатар экологиялық таза процесс.
Алдыңғы және соңғы процестер вакуумды қаптаумен бірдей, бірақ тек ортаңғы жабын.
Алюминий күміс шашыратылған айнамен ауыстырылады, бірақ бұл процестің қазіргі техникалық көрсеткіштерін сумен қаптаумен және вакууммен қаптаумен салыстыруға болмайды. Оны тек қолөнер бұйымдарына қолдануға болады, олар сыртқы түрі мен өнімділікті қажет етпейді.

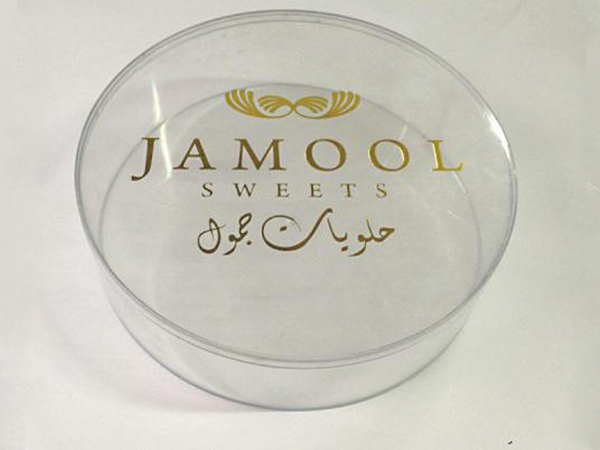
Жібек экранды басып шығарумен мөлдір линза

Нано көп қабатты экрандағы басып шығару

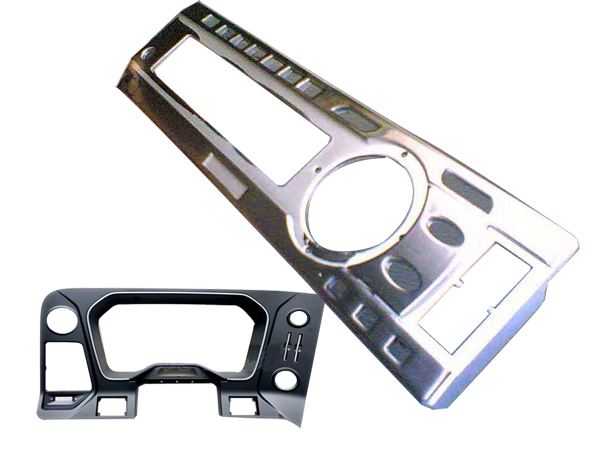
Қисық бетіне төсеніш басып шығару

Екі түсті және көп түсті жастықшаны басып шығару




Су электролиті бар пластикалық бөлшектер
Вакууммен қапталған пластикалық бөлшектер
5. Ыстық штамптау
Ыстық штамптауды қола соғу немесе алтын штамптау деп те атайды.
Басып шығару және безендіру процесі. Металл табақша қыздырылады, алтын фольга басып шығарылады, ал алтын таңбалар немесе өрнектер баспа материалына басылады. Ыстық штамптау алтын фольга және орауыш өнеркәсібінің қарқынды дамуымен электрлендірілген алюминий штамптау кеңінен қолданылады.
Пластмассадан жасалған бұйымдарды басып шығару процесінде ыстық штамптау және жібектен басу оңай жұмыс істейді және кеңінен қолданылады. Олар арзан, оңай өңделетін, оңай құлап түспейтін, әдемі және жомарт және бай өнімділік сипаттамаларына ие. Олар әртүрлі фирмалық атауларды, LOGO, үгіт-насихат, логотиптер, кодтар және т.б. басып шығара алады.
Алтын штамптау технологиясының принциптері мен сипаттамалары:
Ыстық штамптау процесі электролиттік алюминийдегі алюминий қабатын субстраттың бетіне арнайы металл эффектін қалыптастыру үшін беру үшін ыстық престеуді беру принципін қолданады. Ыстық штамптауда қолданылатын негізгі материал электролиттік алюминий фольга болғандықтан, ыстық штамптау процесін электролиттік алюминий штамптау деп те атайды. Электролиттік алюминий фольга әдетте көп қабатты материалдардан тұрады, негізгі материал әдетте PE, содан кейін бөлу жабыны, түрлі-түсті жабын, металл жабыны (алюминий қаптау) және желіммен жабылады.
(1) Бетті әрлеу өнімнің қосымша құнын арттыра алады. Брондау және престеу сияқты басқа өңдеу әдістерімен үйлескенде, ол өнімнің қатты сәндік әсерін көрсете алады.
(2) Өнімдерге контрафактілікке, мысалы, голографиялық позициялау, ыстық штамптау, тауарлық белгіні идентификациялау сияқты жоғары өнімділікті беру. Бұйымды брондағаннан кейін, өрнектер айқын, әдемі, түрлі-түсті, тозуға және ауа-райына төзімді болады. Қазіргі кезде темекінің басылған жапсырмаларында брондау технологиясын қолдану 85% -дан астамын құрайды. Графикалық дизайнда бронзирование дизайн тақырыбын жарыққа шығаруда, әсіресе сауда белгілері мен тіркелген атауларды сәндік қолдану үшін шешуші рөл атқара алады.
Ыстық штамппен таңбаланған пластикалық қақпақ
Қорғаныс үшін пластикалық бетке ыстық штамптау
6. Лазерлік гравюра
Лазерлік гравюра радий ою немесе лазерлік таңбалау деп аталады. Бұл оптикалық принципке негізделген бетті өңдеу технологиясы. Лазерлік гравюра - бұл экрандық басып шығаруға ұқсас беттерді өңдеу процесі, бұйымдарда немесе өрнектерде басылады, ал процесс әр түрлі, бағасы әр түрлі. Лазерлік өңдеу принципі.
(1) Лазер шығаратын жоғары қарқынды лазерлік сәуле материалды тотықтыру және оны өңдеу үшін қолданылады.
(2) Таңбалаудың әсері жер үсті заттарының булануы арқылы терең заттарды шығаруға немесе жарық энергиясымен беткі заттардың химиялық және физикалық өзгеруінің іздерін тудыруға немесе кейбір заттарды жарық энергиясымен жағуға және іздерді «ойып жазуға», немесе кейбір заттарды жарық энергиясымен жағу, қажетті ою графикасы мен сөздерін көрсету
(3). Іс
Мысалы, мен көк, жасыл, қызыл пернелер сияқты сөздер жазылған пернетақта жасағым келеді, содан кейін бүкіл қабатты шашыратамын. Ақ, бұл тұтас ақ пернетақта, және барлық көк және жасыл түстер сұр, негізгі корпус ақ, лазерлік гравюра, алдымен бүріккіш майы, көк, жасыл, қызыл, сұр, әрқайсысы сәйкесінше түске шашыратыңыз, көк кілттер, жасыл кілттер және басқалары астына оралған тәрізді етіп басқа кілттерге себіңіз. Осы уақытта лазерлік оюды лазерлік технологияны және пленкадан жасалған ID пернетақта карталарын пайдалана отырып жасауға болады, мысалы, «А» өңдеу әрпі сияқты жоғарғы ақ майды ойып, ақ штрихтарды ойып, содан кейін келесі немесе көк немесе жасыл түс ашық болады, осылайша әр түрлі түсті әріптік пернелер пайда болады.
Сонымен қатар, егер сіз мөлдір болғыңыз келсе, ДК немесе PMMA қолданыңыз, май қабатын бүркіңіз, қаріп бөлігін ойып алыңыз, сонда төменде жарық шығады, бірақ осы уақытта әртүрлі майлардың адгезиясын қарастырыңыз, тырнаққа шашыратпаңыз

Лазерлік нақышталған пернетақта үшін жарықтандырылған пернетақта

Қорғаныс корпусына лазермен ойып жазылған өрнек
Лазермен ойылған таңбалары бар пластикалық корпус

Мөлдір пластмассаға лазерлік ою-өрнек
Mestech тұтынушыларға зең жасау және бөлшектерді инжекциялау өндірісімен қамтамасыз етіп қана қоймай, сонымен қатар клиенттерге сырлау, электрлі жалату және басқалары сияқты беттік өңдеу қызметтерін ұсынады. Егер сіздің өніміңізде осындай сұраныс болса, бізге хабарласыңыз.





